

Posted by JRC Engineering Inc. on Mar 3rd 2016
Whitworth and other British Threads
Whitworth and Other British Threads: Complete Guide to BSW, BSF, BA, BSC & BSP
- BSW, BSF, BSC & BA Thread Chart with SAE Reference (PDF)
- British Screw Threads in Detail — Conversion Tables (PDF)
- The Packard-Built Rolls-Royce Merlin: Full Story (PDF)
- Source Whitworth Thread Helicoil Kits
British Fastening Systems: An Overview
Original article by Graham White and Stephen Moore. Updated and expanded by JRC Engineering.
If you work on classic British motorcycles, cars, or aircraft — Triumphs, BSAs, Nortons, Jaguars, Land Rovers, or Spitfires — understanding Whitworth and British screw threads is not optional. It is essential. How many times, when working on a piece of British hardware, have you fussed and cussed over these "crazy" thread systems, wrenches that don't fit, and busted knuckles? This guide covers every British thread standard you are likely to encounter: BSW, BSF, BA, BSC/CEI, BSP, BSPP, BSPT, and ME — what they are, how they differ from SAE threads, how to identify them, and what tools you need.
Whitworth threads are now largely a thing of the past in new production, but every classic British vehicle built before the 1970s was assembled with them. The death knell came during WWII when a common thread system was desperately needed across the Allies. The British ultimately embraced the U.S. SAE system, but the transition took many years. Just as British industry completed that shift, the European Common Market pushed manufacturers to change again — to metric. The result is that classic British machines sit at a crossroads of three thread systems, and knowing which is which can be the difference between a clean restoration and a ruined casting.
Sir Joseph Whitworth — The Man Behind the Thread
Most, if not all, British cars, motorcycles, airplanes, and machinery up to the 1970s — and in some cases beyond — used Whitworth thread forms. Sir Joseph Whitworth was born in 1803 in Stockport, in the industrial north-west of England. After leaving school at 14, he pursued various engineering apprenticeships before starting his own tool-making business in Manchester in 1833.
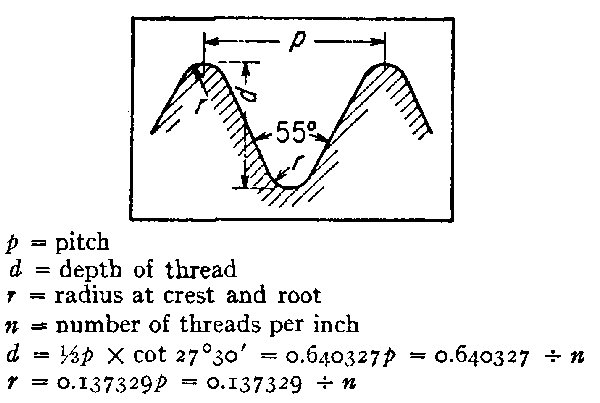
In 1841 he presented a paper before the Institute of Civil Engineers where he introduced his revolutionary thread system — the world's first national screw thread standard. Until that point, every manufacturer used their own thread proportions, making interchangeable parts nearly impossible across factories. During the same presentation, Whitworth introduced a standard system of gauges which was widely adopted. Size for size, a Whitworth thread is stronger than its SAE counterpart, partly because the radiused corners designed into the thread form reduce the risk of stress risers at the root.
Whitworth's engineering talents extended well beyond fasteners. In the 1850s he developed the tooling required to mass-produce rifled gun barrels — a technology that transformed military artillery. The precision required for rifling closely mirrors that of precision thread cutting, and Whitworth's mastery of both cemented his reputation as the leading manufacturing engineer of the Victorian era. He also made major advances in steel casting and forging. After starting from humble beginnings, he died in Monte Carlo in 1887, a very wealthy man. His legacy lived on for the best part of a century in the form of the screw thread that bore his name, and through the Whitworth Scholarships that still fund engineering education today.
The Four Families of British Threads
Like U.S. threads, British standards developed four main families, each with a direct American counterpart — except BSC/CEI, which has none:
BSW — British Standard Whitworth (Coarse)
The original 1841 standard. A coarse thread with a 55-degree included angle and radiused roots and crests. BSW was the dominant fastener thread on British machinery from the mid-19th century through the early 20th. It remains on older castings and large-diameter fittings. American counterpart: UNC (Unified National Coarse) — similar TPI on common sizes but NOT interchangeable due to differing thread angles.
BSF — British Standard Fine
Introduced with the motor car era when automobile engineers needed a finer thread for tighter spaces and higher-strength applications. Same 55-degree angle as BSW but finer pitch, smaller hex for a given shank diameter. BSF is the dominant thread on classic British motorcycle engines, gearboxes, and automotive hardware. American counterpart: UNF (Unified National Fine) — again, NOT interchangeable.
BSC / CEI — British Standard Cycle / Cycle Engineers' Institute
Developed specifically for the British bicycle and motorcycle industry. Critically, this thread runs at 60 degrees, not 55 degrees like BSW and BSF. All sizes 1/4 inch and larger use 26 threads per inch (TPI), making them dimensionally close to 1mm ISO metric threads (25.4 TPI, also 60 degrees) — but not identical. BSC/CEI is the dominant thread on Triumph, BSA, and Norton motorcycle frames, wheel spindles, and axles. There is no American counterpart.
BA — British Association
The miniature series, used for electrical fittings, instruments, and small screws. BA threads use a 47.5-degree angle and are metric-based despite their British name. Sizing runs in reverse of the SAE convention: the lower the BA number, the larger the bolt. "0 BA" is the largest (6mm diameter, 1.0mm pitch); "16 BA" is the smallest. A 10-32 SAE screw is roughly equivalent to a 2 BA. American counterpart: SAE number series — NOT interchangeable.
The mathematical basis for BA sizing, per British Standard BS 93–1951:
- Pitch (mm): p = (0.9)n, where n = the BA size number. For 0 BA: p = 1.0mm.
- Major diameter (mm): D = 6 × p6/5. For 0 BA: D = 6mm.
Thread Data Tables
The following tables are extracted from the HDP conversion charts included with this article. Use them for tap drill selection, hex sizing, and cross-referencing with SAE equivalents.
BSF (British Standard Fine) Screw Threads
| Dia. of Bolt (inch) | Threads per Inch | Tap Drill Dia. (inch) | Core Dia. (inch) | Hex Flats Mean (inch) | Hex Corners (inch) | Nut Thickness Mean (inch) |
|---|---|---|---|---|---|---|
| 7/32 | 28 | .1770 | .1731 | .412 | .48 | .166 |
| 1/4 | 26 | .2055 | .2007 | .442 | .51 | .195 |
| 5/16 | 22 | .261 | .2543 | .522 | .61 | .245 |
| 3/8 | 20 | .316 | .3110 | .597 | .69 | .307 |
| 7/16 | 18 | 3/8 | .3664 | .707 | .82 | .370 |
| 1/2 | 16 | 27/64 | .4200 | .817 | .95 | .432 |
| 9/16 | 16 | .492 | .4825 | .917 | 1.06 | .495 |
| 5/8 | 14 | 35/64 | .5335 | 1.006 | 1.17 | .557 |
| 3/4 | 12 | 21/32 | .6433 | 1.196 | 1.39 | .682 |
| 7/8 | 11 | 25/32 | .7586 | 1.296 | 1.50 | .745 |
| 1 | 10 | 57/64 | .8719 | 1.474 | 1.71 | .870 |
| 1-1/8 | 9 | 1 | .9827 | 1.664 | 1.98 | .995 |
| 1-1/4 | 9 | 1-1/8 | 1.1077 | 1.852 | 2.15 | 1.115 |
| 1-1/2 | 8 | 1.358 | 1.3399 | 2.210 | 2.56 | 1.365 |
BSW (British Standard Whitworth) Screw Threads
| Dia. of Bolt (inch) | Threads per Inch | Tap Drill Dia. (inch) | Core Dia. (inch) | Hex Flats Mean (inch) | Hex Corners (inch) | Nut Thickness (inch) |
|---|---|---|---|---|---|---|
| 1/4 | 20 | .1968 | .1860 | .522 | .61 | .245 |
| 5/16 | 18 | 1/4 | .2412 | .597 | .69 | .307 |
| 3/8 | 16 | 5/16 | .2950 | .707 | .82 | .370 |
| 7/16 | 14 | 23/64 | .3460 | .817 | .95 | .432 |
| 1/2 | 12 | 13/32 | .3933 | .917 | 1.06 | .495 |
| 9/16 | 12 | 15/32 | .4558 | 1.006 | 1.17 | .557 |
| 5/8 | 11 | 17/32 | .5086 | 1.096 | 1.27 | .620 |
| 3/4 | 10 | 41/64 | .6219 | 1.296 | 1.50 | .745 |
| 7/8 | 9 | 3/4 | .7327 | 1.474 | 1.71 | .870 |
| 1 | 8 | 55/64 | .8399 | 1.664 | 1.93 | .995 |
BSC (British Standard Cycle) Screw Threads
| Dia. of Bolt (inch) | TPI (Normal Series) | TPI (20 T.P.I. Series) | Pitch (inch) | Thread Depth (inch) | Major Dia. (inch) | Effective Dia. (inch) | Minor Dia. (inch) |
|---|---|---|---|---|---|---|---|
| 1/8 | 40 | — | .02500 | .0133 | .1250 | .1117 | .0984 |
| 3/16 | 32 | — | .03125 | .0166 | .1875 | .1709 | .1543 |
| 1/4 | 26 | — | .03846 | .0205 | .2500 | .2295 | .2090 |
| 5/16 | 26 | — | .03846 | .0205 | .3125 | .2920 | .2715 |
| 3/8 | 26 | — | .03846 | .0205 | .3750 | .3545 | .3340 |
| 7/16 | 26 | 20 | .03846 / .05000 | .0205 / .0266 | .4375 | .4170 / .4109 | .3965 / .3843 |
| 1/2 | 26 | 20 | .03846 / .05000 | .0205 / .0266 | .5000 | .4795 / .4734 | .4590 / .4468 |
| 5/8 | 26 | 20 | .03846 / .05000 | .0205 / .0266 | .6250 | .6045 / .5984 | .5840 / .5718 |
| 3/4 | 26 | 20 | .03846 / .05000 | .0205 / .0266 | .7500 | .7295 / .7234 | .7090 / .6968 |
BA (British Association) Screw Threads
| BA No. | Dia. of Bolt (inch) | Threads per Inch | Tap Drill Dia. (inch) | Hex Flats (inch) | Hex Corners (inch) | Nut Thickness (inch) |
|---|---|---|---|---|---|---|
| 0 | .2362 | 25.4 | .1960 | .413 | .47 | .236 |
| 1 | .2087 | 28.2 | .1770 | .365 | .43 | .209 |
| 2 | .1850 | 31.4 | .1520 | .324 | .37 | .185 |
| 3 | .1614 | 34.8 | .1360 | .282 | .33 | .161 |
| 4 | .1417 | 38.5 | .1160 | .248 | .29 | .142 |
| 5 | .1260 | 43.0 | .1040 | .220 | .25 | .126 |
| 6 | .1102 | 47.9 | .0935 | .193 | .22 | .110 |
| 7 | .0984 | 52.9 | .0810 | .172 | .20 | .098 |
| 8 | .0866 | 59.1 | .0730 | .152 | .18 | .087 |
| 9 | .0748 | 65.1 | .0635 | .131 | .15 | .075 |
| 10 | .0669 | 72.6 | .0550 | .117 | .14 | .067 |
| 12 | .0511 | 90.9 | .0400 | .090 | .10 | .051 |
| 14 | .0394 | 109.9 | .0292 | .069 | .08 | .029 |
| 16 | .0311 | 133.3 | .0225 | .061 | .07 | .035 |
Quick-Reference: British Threads vs. SAE
| Standard | Thread Angle | Root/Crest | Typical Use | SAE Equivalent | Interchangeable? |
|---|---|---|---|---|---|
| BSW (British Standard Whitworth) | 55° | Radiused | General coarse fastening, pre-WWII machinery, large fittings | UNC (similar TPI on common sizes) | NO |
| BSF (British Standard Fine) | 55° | Radiused | Motorcycle engines, gearboxes, automotive hardware | UNF | NO |
| BSC / CEI (Cycle Engineers' Institute) | 60° | Flat/sharp | Motorcycle frames, wheel spindles, axles, brake hardware | None | NO |
| BA (British Association) | 47.5° | Radiused | Instruments, electrical components, carburetor screws | SAE number series | NO |
| BSP / BSPP (Parallel Pipe) | 55° | Radiused | Fuel tanks, oil lines, banjo bolts — requires gasket/seal | NPS (American parallel pipe) | NO |
| BSPT (Taper Pipe) | 55° | Radiused | Oil pressure switches, hydraulic taper fittings — seals on thread | NPT (similar taper rate) | NO |
| ME (Model Engineer) | 55° | Radiused | Amal carburetors, tank emblems, precision instruments | None | NO |
How to Identify British Threads
The most common mistake on classic British machinery is assuming an unfamiliar thread is metric. Here is a systematic approach to identification:
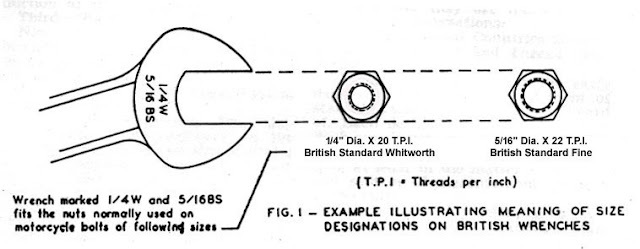
- Check wrench markings. If the spanner is stamped with a fraction followed by "W" (e.g., "1/4W") it is Whitworth. Two fractions on the same jaw (e.g., "1/4W — 5/16 BSF") means it is a proper British spanner covering both standards. This is your quickest visual indicator.
- Measure the thread angle — 55° vs 60°. This is the definitive test. BSW and BSF are 55°; CEI/BSC and UNC/UNF are 60°. A thread angle gauge settles the question instantly. BA threads are 47.5°.
- Count threads per inch with a pitch gauge. BSW and UNC share the same TPI on most common sizes — but sharing a pitch does not mean they are interchangeable (the angles differ). The exception: 1/2-inch BSW is 12 TPI while 1/2-inch UNC is 13 TPI.
- Look for a "W" stamp on the fastener head. Pre-1970s British fasteners often carry a "W" for Whitworth. No stamping on a motorcycle fastener of that era usually means BSF.
- Know your bike's layout. On classic Triumph, BSA, and Norton motorcycles: wheel spindles, fork sliders, and main frame hardware are almost always CEI/BSC. Engine and gearbox fasteners are predominantly BSF. Electrical fittings and carburetor screws are typically BA.
- When in doubt, stop. If a nut starts but feels gritty or tight, do not force it. Mixing thread forms destroys threads that are increasingly impossible to repair on vintage castings.
Why British Spanners Have Dual Markings
Click here for a wall chart of Whitworth and BSF fastener hex sizes
If you own a pre- or immediate post-WWII British car or motorcycle, you may have wondered why each spanner is identified by two different sizes — for instance, "1/4W — 5/16 BSF" stamped on the same jaw.
With UNF/UNC, the number on a wrench is the dimension across the flats of the bolt head. With Whitworth, the number on the wrench refers to the bolt diameter — a wrench required for a 1/4 BSW bolt is stamped "1/4W." The equivalent 1/4 UNC bolt requires a wrench stamped "7/16," which is the actual measurement across the flats. Whitworth hex sizes are larger than their UNC/UNF equivalents. This is why a proper set of Whitworth wrenches is the first purchase before working on any antique British machinery — SAE sockets will slip and round off hex corners.
The dual markings exist because BSF nuts are physically smaller than BSW nuts for the same shank diameter. For any given shank size, the coarse (BSW) nut is larger than the fine (BSF) nut. This means the BSF nut for a given diameter is the same size as the BSW nut for the next smaller diameter. Result: one jaw fits both. The spanner is stamped with both sizes it serves.
Concrete example: a 1/4" BSW nut measures 0.5225" across the flats. A 5/16" BSF nut also measures 0.5225" across the flats. One spanner — one jaw — stamped "1/4W — 5/16 BSF." This relationship holds across the entire BSW/BSF range. The nut on the Daimler DB18 crankshaft is 1" Whitworth, which takes the same spanner as a 1-1/8" BSF nut.
Bill Allan adds another layer: "The original Whitworth heads (AF) were too large relative to the actual bolt shank — that is why spanners are the length and size they are, so you cannot apply too much torque. In the first part of the 20th century, head sizes were reduced by one size. British Standards specify that the AF measurement of any bolt should not be greater than 1.75 times the shank diameter. This causes further complications when sourcing replacement fasteners for machinery over 100 years old — and explains why some very old spanners carry two Whitworth numbers."
Why You Must Never Mix Thread Forms
Some BSW or BSF nuts can physically be started onto UNF or UNC bolts, and vice versa. Under no circumstances should this ever be done.
Most coarse-pitch British and American threads share the same TPI on common sizes, which is what allows a BSW nut to start onto a UNC bolt. But the thread angles are fundamentally different — 55° for BSW/BSF, 60° for UNC/UNF. When threads of different angles engage, contact occurs only on a small portion of the flank surface. The result is severe loss of clamping force, fatigue resistance, and tensile strength. The fastener may feel tight yet be critically weak.
The 1/2-inch sizes are not even pitch-compatible: 1/2 BSW is 12 TPI; 1/2 UNC is 13 TPI. Any attempt to mix these will cross-thread immediately.
Pipe thread is equally critical. The U.S. standard tapered pipe thread is NPT (National Pipe Thread). British machines use BSP (British Standard Pipe). Although they look similar and have similar taper rates, their thread angles differ (55° vs 60°). They should never be interchanged. Decades of classic British cars, motorcycles, and aircraft have been damaged — in some cases irreparably — by mechanics who assumed that a thread which starts must be correct.
Pipe Threads: BSP, BSPP, and BSPT
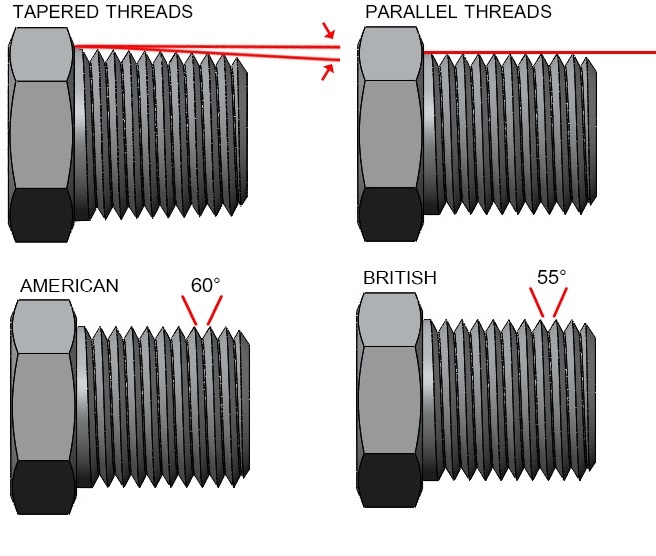
BSPP — British Standard Parallel Pipe (also BSPF, BSP)
The most common pipe thread on British motorcycles and classic cars. This parallel thread requires a gasket or sealant to achieve a fluid-tight joint — the thread itself does not seal. Thread angle: 55 degrees. You will find BSPP on oil tanks, fuel tanks, and banjo bolt fittings. If you encounter a fitting that looks like a pipe thread on a British bike, there is a strong chance it is BSPP.
BSPT — British Standard Pipe Taper
A tapered thread with an interference fit that seals without gaskets. The taper rate is 1 in 16 (3/4 inch per foot of diameter). Thread angle: 55 degrees. The male has tapered threads and a 30-degree inverted seat. Despite looking similar to NPT, the angles and pitch are different — do not interchange them.
On classic British motorcycles, BSPT appears almost exclusively on one specific application: Triumph and BSA oil pressure switches. In 1968 only, these timing covers were threaded 1/8 × 27 NPT (tapered). From 1969 onward, the covers were re-threaded to the same pitch but in NPS (American parallel pipe) diameter. Using the 1968 switch in a 1969 or later timing cover will damage the thread boss.
Other Series: ME Threads on British Motorcycles
ME — Model Engineer Threads (55-degree profile)
ME threads come in 32 TPI and 40 TPI sizes. No official hex dimensions are specified for ME. You will encounter these on Amal carburetors (jets and needle retaining screws) and tank emblem mounting screws. A standard tap and die set will not cover ME sizes — source these separately.
Whitworth Threads and the Rolls-Royce Merlin
No story better illustrates the real-world consequences of thread incompatibility than the effort to build the Rolls-Royce Merlin V-12 aero engine in the United States during World War II.
During the Battle of Britain in 1940, the Merlin engine powered the RAF's Hurricanes and Spitfires — Britain's only effective defense against German air attacks. Demand for the engine far outpaced Rolls-Royce's production capacity. The Ford Motor Company was first asked to build 9,000 Merlins for both England and the US. Ford initially accepted, then reneged. Henry Ford stated he would only produce military items for US defense. (Ironically, Ford of Britain in Manchester went on to build 36,000 Merlin engines.) The contract then went to the Packard Motor Car Company of Detroit — considered at the time the "Rolls-Royce of America" for its luxury and engineering quality. Packard also had experience building large V-12 engines for PT Boats, which helped.
The Engineering Challenge
The 1,649 cubic inch V-12 Merlin is comprised of more than 14,000 individual parts — often described as "a watchmaker's nightmare." Rolls-Royce had never designed it for mass production. Their manufacturing tradition relied on highly trained "fitters" who filed and adjusted individual parts to achieve a precise fit by hand. They even tightened critical bolts by trained feel rather than calibrated torque wrenches. Every Rolls-Royce-built Merlin was, in effect, a hand-built engine.
Packard's engineers quickly discovered that Rolls-Royce's manufacturing tolerances were actually too loose for American mass-production methods. As Rolls-Royce engineer Sir Stanley Hooker described in his book Not Much of an Engineer, Ford's Chief Engineer told him: "The tolerances are far too wide for us. We make motor cars far more accurately than this. Every part on our car engines has to be interchangeable with the same part on any other engine." Like Ford, Packard was obligated to redraw all Merlin blueprints to meet their own standards — a process that took the better part of a year and was coordinated in close collaboration with Rolls-Royce emissaries in Detroit.
The Whitworth Thread Problem
To maintain compatibility, Packard was not permitted to convert any bolts, nuts, or studs to SAE dimensions. Every fastener had to use Whitworth threads, as specified by Rolls-Royce. The problem: no American tool maker produced Whitworth taps or dies. Packard was forced to manufacture all necessary Whitworth tooling and fasteners entirely in-house. Despite that obstacle, the effort succeeded — Packard and Rolls-Royce components were fully interchangeable.
One American contribution actually improved the Merlin: US aircraft engine manufacturers had developed a silver-lead alloy with indium plating for crankshaft bearings, providing exceptional wear resistance and corrosion resistance. Packard shared this with Rolls-Royce, who incorporated it across all Merlin production. Tellingly, German engineers who examined captured American engines falsely concluded the indium was merely an impurity.
Production and Legacy
The first Packard-built Merlins rolled off the Detroit line in August 1941. After resolving early teething issues (cylinder blow-by and oil leakage), the US-built engines performed on par with their English counterparts. Packard ultimately built 55,000 of the 150,000 total Merlins ever produced. The majority went into P-51 Mustangs — a pairing that transformed the Mustang from a mediocre low-altitude fighter into the best long-range escort fighter of the war, thanks to the Merlin's two-stage, two-speed supercharger maintaining 1,300 horsepower at altitudes above 30,000 feet.
Rolls-Royce's confidence in Packard's work is perhaps best illustrated by a story from Bill Lear Jr.'s book Fly Fast…Sin Boldly. In 1963, Lear was flying a surplus P-51 in Geneva when the starter clutch on his Packard-built Merlin failed. He contacted Rolls-Royce. They repaired and returned the clutch at no charge, telling him: "My dear Mr. Lear, Rolls-Royce-designed products do not fail. They may require occasional adjustment, but this is covered by our unlimited warranty." The engine had been built under license in the USA in 1944. Rolls-Royce stood behind it nearly twenty years later.
After the war, American, British, and Canadian engineers agreed on the Unified thread standard — a direct result of the costly fragmentation exposed by the Merlin program. The Unified thread system remains the basis of modern SAE fasteners today.
Download: The Full Packard Merlin Story (PDF)
Tools You Need for Classic British Thread Work
Working on a classic British motorcycle or vehicle without the correct tools guarantees damaged fasteners, stripped threads, and frustration. Here is what every serious restorer needs before turning a bolt:
- Whitworth Wrench Set — Non-negotiable. Standard SAE or metric wrenches will not fit Whitworth or BSF hex heads correctly and will round them off. Shop Whitworth wrench sets at JRC Engineering.
- Whitworth & BSF Socket Set — For recessed fasteners. Browse socket sets at JRC Engineering.
- BSW / BSF Tap and Die Set — For cleaning damaged threads or re-tapping cases. Whitworth taps and dies are not available from standard US suppliers — source them specifically. Browse threading tools at JRC Engineering.
- Thread Pitch Gauge (20–80 TPI range) — Essential for positive identification before attempting to thread any fastener.
- Thread Angle Gauge — For definitively distinguishing 55° British threads from 60° SAE threads when TPI is ambiguous.
- Whitworth Helicoil Kit — For stripped thread repair in aluminum cases and covers. Source Whitworth Helicoil kits here.
Also see: JRC Whitworth Hardware | CEI Hardware | Wrench Sets
Frequently Asked Questions
- What is the difference between Whitworth BSW and BSF threads?
- BSW (British Standard Whitworth) is a coarse thread; BSF (British Standard Fine) is a fine thread. Both use a 55-degree thread angle, but BSF has a finer pitch and a smaller hex nut for the same bolt diameter. This size relationship is why British spanners carry dual markings — the same jaw fits a BSW nut of a given diameter and a BSF nut of the next larger diameter.
- Can I use SAE or metric wrenches on Whitworth bolts?
- No. Whitworth hex dimensions are unique and do not correspond to SAE (AF) or metric wrench sizes. Using the wrong wrench will round off the corners of the hex. You need a dedicated Whitworth spanner or socket set before touching any classic British fastener.
- Can BSW nuts be threaded onto UNC bolts?
- They can often be physically started because many sizes share the same TPI — but they must never be used interchangeably. The thread angles differ (55° for BSW vs. 60° for UNC), which means full flank contact is never achieved. Clamping force, fatigue resistance, and tensile strength are all severely reduced. At 1/2 inch, the threads are not even pitch-compatible (BSW is 12 TPI; UNC is 13 TPI).
- What threads are used on Triumph, BSA, and Norton motorcycles?
- Classic British bikes use a mix: CEI/BSC (60-degree, 26 TPI for 1/4" and larger) on frames, wheel spindles, and axles; BSF on engine and gearbox fasteners; and BA for electrical components and carburetor fittings. True BSW appears on larger-diameter items and older pre-war components.
- What is CEI thread and how is it different from BSF?
- CEI (Cycle Engineers' Institute), also written BSC, runs at a 60-degree angle compared to 55 degrees for BSW and BSF. All sizes 1/4 inch and above use 26 TPI in the standard series. It has no American equivalent and is the dominant thread on British motorcycle frames, fork legs, and wheel hardware.
- What is the difference between BSP and NPT pipe threads?
- Both are tapered pipe thread systems but they are not interchangeable. BSP (British Standard Pipe) uses a 55-degree thread angle; NPT uses 60 degrees. Their thread profiles are incompatible. The parallel form (BSPP) requires a gasket to seal; the tapered form (BSPT) seals on the thread itself. Mixing these fitting types causes leaks and damaged threads.
- Did Packard replicate Whitworth threads when building the Rolls-Royce Merlin?
- Yes. Packard replicated all Whitworth thread forms — BSW, BSF, BSP, and BA — because no American supplier manufactured Whitworth taps or dies. Packard produced all tooling and fasteners in-house. They built 55,000 of the 150,000 total Merlins produced, with Packard and Rolls-Royce components remaining fully interchangeable. The exception: Packard Merlins used Bendix carburetors with Unified threads; British Merlins used S.U. carburetors with Whitworth threads.
- Where can I buy Whitworth fasteners, wrenches, and taps in the US?
- JRC Engineering stocks Whitworth hardware, CEI hardware, Whitworth wrench sets, socket sets, and threading tools for classic British motorcycle restoration.